Jul 30, 2026Engineering Insights
Why Mold Design Experience Determines Injection Molding Project Success
In injection molding, a product may look complete once the 3D design is finished. But from a tooling perspective, the real project risk often begins at that moment. A part can be visually attractive,
In injection molding, a product may look complete once the 3D design is finished. But from a tooling perspective, the real project risk often begins at that moment.
A part can be visually attractive, structurally logical, and functionally correct in CAD — yet still be difficult to mold, expensive to tool, or unstable in production.
This is why mold design experience matters.
At Jeancen Mold, we often see that the success of an injection molding project is not decided only by machining accuracy or trial adjustment. It is strongly influenced by the engineering decisions made before steel is cut: mold layout, gate strategy, cooling design, ejection method, insert splitting, steel selection, parting line position, and long-term maintenance logic.
A mold that can produce a good T1 sample is valuable. But a mold that can run stably over time with fewer adjustments, lower maintenance risk, and predictable part quality is much more valuable.
Mold Design Is Not Only About Making the Part
Many buyers see mold design as a technical step after the product design is completed. In reality, mold design is where the product concept becomes a production system.
A good mold design must answer practical questions such as:
- Can the part be filled consistently?
- Will the cooling layout control shrinkage and warpage?
- Can the part be ejected without deformation or marks?
- Are there weak steel areas that may crack later?
- Can the mold be machined, assembled, and maintained efficiently?
- Will sliders, lifters, inserts, and core pins remain stable in production?
- Can future product versions be supported without building a completely new tool?
These decisions affect cost, quality, lead time, cycle time, trial iterations, and long-term production stability.
That is why two molds with similar quoted prices can create very different outcomes after launch.
Four Problems Caused by Weak Mold Design
1. Poor Mold Layout and Maintenance Logic
A mold can be functional but still poorly organized.
Inexperienced design may lead to crowded cooling lines, oversized mold structures, difficult access for maintenance, inefficient insert layouts, and unnecessary machining complexity.
These issues may not always appear during the quotation stage. But they can increase machining time, assembly difficulty, maintenance cost, and troubleshooting time during production.
A strong mold design should be clean, logical, serviceable, and production-oriented.
2. Unstable Internal Mold Structure
Injection molds must support long-term production, not only the first trial.
Poorly designed cooling systems may lead to warpage or uneven shrinkage. Weak ejection systems can cause sticking, deformation, or ejector marks. Improper clearance between sliders and lifters may create flash, wear, or seizure.
These risks are especially dangerous because they may not be fully visible during early sampling. A mold can pass a small trial run but become unstable after repeated production cycles.
For high-precision housings, electrical components, automotive lighting parts, and appearance-critical molded parts, internal mold structure is often the difference between short-term success and long-term reliability.
3. Insufficient Consideration for Machining Feasibility
A mold design also needs to consider how the tool will actually be manufactured.
Experienced mold designers think about milling, drilling, EDM, wire-cutting, polishing, assembly, and inspection while the mold is still being designed. This helps avoid unnecessary machining difficulty later.
Common problems include:
- Areas that cutting tools cannot access
- Poor insert splitting that increases assembly difficulty
- Excessive EDM electrode requirements
- Weak steel created by unrealistic geometry
- Mold components that are difficult to polish, fit, or maintain
Good mold design is not only about CAD structure. It must also match real machining and assembly conditions.
4. Hidden Cost Increases After Tooling Starts
The lowest mold price is not always the lowest project cost.
A weak design can create hidden costs through repeated modifications, longer trial cycles, production stoppages, part defects, rework, and urgent tool repair.
The initial quotation may look attractive, but the final cost can increase significantly if the mold requires repeated correction.
This is why Jeancen looks at tooling cost from a total-cost perspective, not only from the first mold price.
Case Example: POS Terminal Lower Housing Mold
One useful example is a POS terminal lower housing project reviewed by Jeancen Mold.
The part looked straightforward at first, but the DFM and mold design review identified several risks that could affect filling, appearance, ejection, cooling, tooling strength, and future product variation.
Project overview:
Item | Detail |
|---|---|
Product | POS Terminal Lower Housing |
Material | ABS + PC |
Average Wall Thickness | 1.42 mm |
Part Weight | 64 g |
Mold Type | 3-Plate Mold with Pin-Point Gate |
Core / Cavity Steel | 1.2344 / NAK80 |
The value of this project was not only in building the tool. It was in identifying potential problems before they became tooling modifications.
Risk 1: Local Thin Wall Section
During wall thickness analysis, one local area measured only about 0.62 mm, much thinner than the average wall thickness.
This created a high risk of short shot, especially because thin areas can restrict melt flow and create incomplete filling in certain zones.
Jeancen’s recommendation was to adjust the local material distribution before tooling, improving filling reliability while maintaining the functional design intent.
If this issue had only been discovered after T1, it could have required mold modification, extra trial time, and project delay. Early DFM review avoided that unnecessary cost.
Related article: 8 Critical DFM Rules for Injection Molding Before Tooling Starts
Risk 2: Rib Thickness and Sink Mark Risk
Several ribs were thicker than recommended relative to the main wall.
This created a risk of sink marks on cosmetic surfaces, especially where thick ribs connected to thinner exterior walls.
Instead of simply accepting the geometry, Jeancen reviewed rib thickness, local wall balance, cooling feasibility, and cosmetic surface risk. The recommended changes helped reduce sink mark potential before mold steel was cut.
For appearance-sensitive plastic housings, this type of early review is critical. Once sink marks appear after trial, correction may require both product and tooling changes.
Risk 3: Lifter and Rib Interference
The design also included ribs located near lifter movement areas.
If not reviewed carefully, the lifter could scrape the rib area during ejection, creating part damage, unstable release, or tool wear.
Jeancen reviewed the lifter angle, clearance, and local geometry, then recommended clearance relief and mold structure optimization.
This is a typical example of why mold design experience matters. CAD geometry may appear acceptable, but the actual movement of mold components must be checked from a production perspective.
Risk 4: Thin Steel Sections Around Inserts
Several insert areas created thin steel conditions.
Thin steel can become a long-term risk because it may crack, deform, or wear during production. It may also make machining and assembly more difficult.
Jeancen reviewed the steel condition early and worked on localized optimization options, including geometry adjustment and stronger localized insert strategy where needed.
For precision molds, steel strength is not only a moldmaking detail. It directly affects long-term production reliability.
Risk 5: Local Overheating and Cooling Limitation
Complex geometry in some areas made conventional cooling difficult.
If these areas were not controlled, localized overheating could lead to uneven shrinkage, warpage, longer cycle time, or unstable dimensions.
Jeancen reviewed the thermal risk and applied targeted cooling improvement logic, including high-conductivity insert strategy where appropriate.
Good cooling design is not only about reducing cycle time. It is also about dimensional stability, part consistency, and long-term process control.
Related article: Why Is Beryllium Copper Used for Heat Dissipation in Injection Molds?
Risk 6: Interchangeable Insert Requirement
The customer also needed to produce different logo versions using the same mold base.
If this requirement had been ignored during the initial design, each version could have required extra tooling investment or later mold modification.
Jeancen designed the mold with interchangeable logo inserts, allowing version changes without rebuilding the entire tool.
This is a good example of design-for-maintenance and design-for-variation. A mold should not only solve today’s part. It should also consider foreseeable product changes.
What Experienced Mold Design Delivers
1. Fewer Trial Iterations
Experienced mold design teams use DFM review to identify risks before T1.
This can reduce trial loops, avoid unnecessary rework, and improve the chance of a smoother approval process.
The goal is not to rely on trial-and-error after the mold is finished. The goal is to remove as many predictable risks as possible before machining starts.
2. More Stable Production
A well-designed mold should support stable production over time.
For the POS terminal housing project, production stability depended on several design decisions:
- Independent cooling circuits for core and cavity
- Venting at deep rib locations to reduce gas trap risk
- Balanced ejection layout to reduce deformation
- Proper insert strategy for difficult geometry
- Controlled lifter movement and clearance
- Stronger localized steel design in risk areas
These details may not be visible to the final product buyer, but they strongly affect molding performance.
3. Better Total Cost Control
Experienced mold design helps control cost beyond the first quotation.
A cheaper mold may become more expensive if it requires several rounds of modification, frequent repair, longer cycle time, or repeated production stoppages.
A better mold design may cost the same or slightly more at the beginning, but it often reduces long-term cost by improving reliability and reducing correction work.
For sourcing teams, this is why supplier evaluation should include engineering review quality, not only price comparison.
Additional Engineering Examples
The same mold design logic applies across different applications.
Relay Housing Mold
Relay housings often include thin ribs, deep features, tight assembly requirements, and difficult venting conditions.
In this type of project, Jeancen’s mold design approach may include:
- Splitting complex rib areas into precision inserts
- Adding dedicated venting channels in deep rib zones
- Using high-speed CNC and slow wire-cut EDM for tight features
- Applying interlocking insert structures to maintain alignment
Automotive Lighting Housing Mold
Automotive lighting components often involve dense ribs, bosses, cosmetic surfaces, dimensional fit, and thermal deformation risks.
A strong mold design review may need to consider:
- Gas trap prevention in dense rib areas
- Boss cracking risk from self-tapping screws
- Ejection deformation on high-flange structures
- Warpage and positioning offset
- Gate and cooling balance
- Optical or cosmetic surface protection
How to Evaluate a Mold Supplier’s Design Capability
A detailed DFM report is one of the best ways to evaluate a mold supplier’s real engineering capability.
A useful DFM report should not only say “OK” or “not OK.” It should identify risks and propose practical solutions.
A strong DFM review should include:
- Wall thickness analysis
- Draft angle analysis
- Sink mark and warpage risk review
- Gate location recommendation
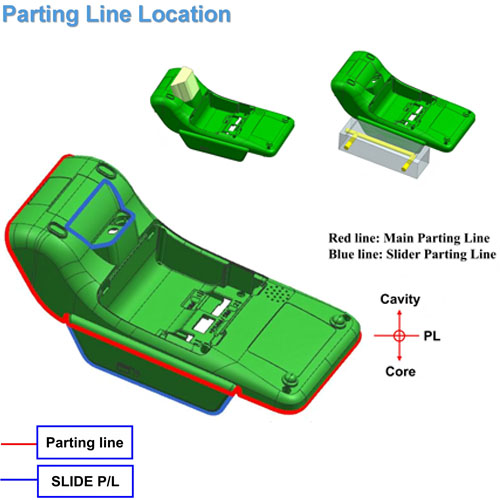
- Parting line strategy
- Slider and lifter layout
- Cooling design concept
- Ejection strategy
- Steel-safe or insert strategy where needed
- Risk register with suggested solutions
If a supplier cannot explain how the mold will be built, cooled, vented, ejected, maintained, and adjusted, then the project risk is still unclear.
Mold Design Experience Is a Risk-Control Asset
Mold design experience is not an abstract claim. It is a problem database built through real projects.
Every difficult rib, weak steel condition, cooling limitation, ejection problem, shrinkage issue, and assembly tolerance challenge becomes part of a supplier’s engineering judgment.
Software can create a mold structure. But experience determines whether that structure will be practical, stable, maintainable, and cost-effective.
For high-precision injection molding projects, this experience can directly affect:
- T1 sample quality
- Tooling modification cost
- Production cycle stability
- Cosmetic defect control
- Dimensional consistency
- Long-term maintenance cost
- Buyer confidence before production launch
This is why Jeancen Mold treats mold design as part of front-loaded engineering risk control, not just a drawing step before machining.
Need a Mold Design or DFM Review?
If you are developing a plastic part and want to reduce tooling risk before steel is cut, Jeancen Mold can review your 3D file, drawing, sample part, or current tooling concern.
We can help check:
- Moldability risks
- Wall thickness and rib design
- Gate, cooling, and ejection strategy
- Insert and steel condition risks
- Material and shrinkage concerns
- Tooling cost drivers
- Long-term production stability
Send your project information to:
info@jeancen.com
Jeancen Mold helps buyers reduce uncertainty before tooling begins — through practical DFM review, experienced mold design, and production-focused tooling strategy.