Jun 26, 2026Technical Case Studies
Case Study: High-Precision Relay Housing Mold for a Fit-Sensitive Electronics Component
A relay housing may look like a small electronics part, but in tooling terms, it can carry several high-risk features at the same time. In this project, the customer needed a high-precision housing wi
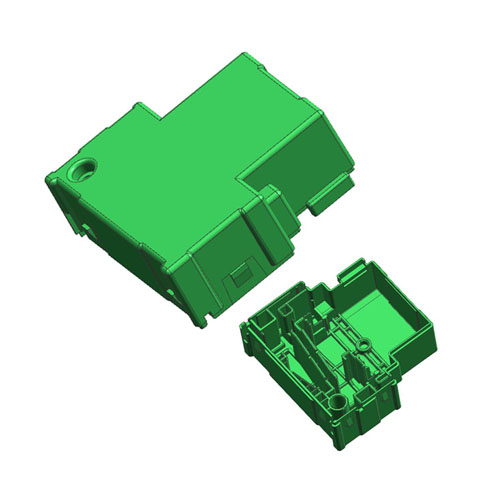
A relay housing may look like a small electronics part, but in tooling terms, it can carry several high-risk features at the same time.
In this project, the customer needed a high-precision housing with complex internal geometry, strict functional requirements, and multiple areas that were highly sensitive to machining accuracy, venting quality, fit control, and ejection stability. The main risks were not limited to moldability alone. They directly affected machining practicality, part consistency, and downstream production stability.
This case shows how Jeancen identified four critical tooling risks during the DFM stage and addressed them before they turned into costly trial-stage corrections.
Project at a Glance
- Industry: Electronics
- Part Type: Relay Housing
- Project Type: Precision Injection Mold
- Main Risks: Deep ribs, trapped air, zero-draft fit, difficult ejection
- Key Requirement: Functional fit consistency with stable tooling performance
- Jeancen Focus: Insert strategy, targeted venting, precision alignment, balanced ejection
Project Background
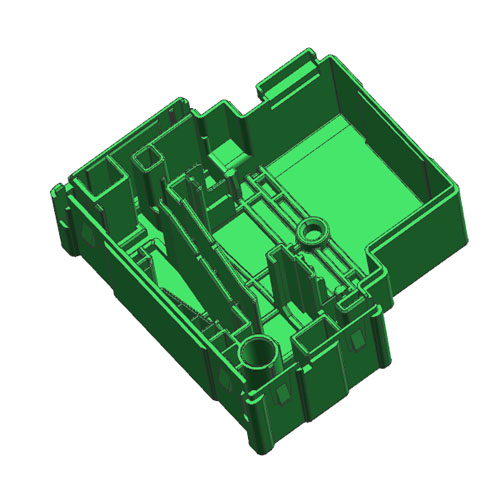
This project involved a critical relay housing for the electronics industry. The part featured complex internal geometry and strict functional requirements, which meant the mold could not be treated as a standard housing tool. Several design features increased tooling difficulty at the same time:
- Numerous thin and deep ribs
- High trapped-air risk during filling
- Critical mating areas with zero draft
- Difficult ejection due to deep geometry and limited draft allowance
For a project like this, the real challenge is not only to make the part. It is to build a mold that can machine these features accurately, fill consistently, protect the fit-critical geometry, and release the part without creating downstream quality or stability problems.
Why This Project Was Technically Challenging
The relay housing combined several risk factors that often appear separately, but in this case had to be solved together: deep-rib machining difficulty, trapped-air exposure in narrow internal features, extremely tight fit requirements in zero-draft zones, and elevated sticking and stress risk during ejection.
If these issues had been addressed only after tool build, the project would likely have faced a longer and more expensive path through trials and corrections. That is why the DFM phase mattered so much here.
Technical Challenges and Jeancen's Engineering Response
1. Difficult Machining in Thin and Deep Rib Areas
The Challenge
The part contained numerous thin and deep ribs, making it extremely difficult to machine accurately and efficiently from a single block of steel.
Why It Mattered
If these rib features were machined directly into one main block, machining access, precision control, and feature consistency would all become more difficult. It would also reduce flexibility for venting and maintenance in the most critical internal zones.
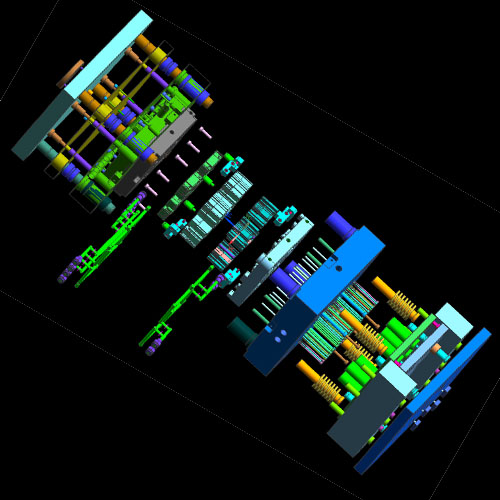
Jeancen's Solution
We divided the complex rib regions into multiple smaller, high-precision inserts instead of forcing the whole structure into one steel block.
Engineering Logic
This insert strategy made each feature easier to machine with better control, while also improving practical access for later venting design, insert alignment, and maintenance planning. For tooling with dense internal structures, this kind of decomposition often reduces both machining risk and downstream correction risk.
2. High Risk of Trapped Air in Deep Internal Features
The Challenge
The very deep ribs created a high risk of trapped air during injection, which could have led to incomplete filling, short shots, and cosmetic defects such as burn marks.
Why It Mattered
This was not just a molding defect risk. If trapped air remained unresolved, it would affect fill quality, appearance, and consistency across trials, making it harder to stabilize the project later.
Jeancen's Solution
Because the deep rib areas were designed as separate inserts, we were able to engineer dedicated venting channels directly on those inserts.
Engineering Logic
This created a clear gas escape path exactly where it was needed most. In projects with deep or narrow internal geometry, localized venting built around insert logic is often much more effective than relying on generic venting treatment elsewhere in the mold.
3. Zero-Draft Precision Fit in Critical Mating Areas
The Challenge
Critical mating zones in the part had zero draft angle, and delicate functional features required extremely precise machining and alignment. The tolerance expectation was at the level of ±0.005 mm.
Why It Mattered
This type of geometry increases the risk of damage, mismatch, or loss of fit if the steel is not machined and aligned with exceptional precision. This was not only a dimensional issue — it was a functional assembly issue.
Jeancen's Solution
We used a combination of high-speed CNC and slow wire-cut EDM to achieve the required precision, and we engineered an interlocking alignment feature to ensure that delicate areas aligned correctly before engagement.
Engineering Logic
For fit-sensitive components, steel precision alone is not enough. Alignment logic matters just as much. The project required not only accurate machining, but also a tool design that protected fragile geometry during mold closing and repeat operation.
4. Difficult Ejection Due to Deep Geometry and Minimal Draft
The Challenge
The combination of deep ribs and minimal draft angle created a high risk of the part sticking during ejection, which could have caused stress marks, deformation, or breakage.
Why It Mattered
Even if filling and fit were solved, poor ejection would still create instability in production. In projects like this, ejection is not a secondary issue — it is part of the overall tooling success condition.
Jeancen's Solution
We increased ejector quantity strategically and used blade ejectors at the bottom of the deep rib areas to ensure more balanced force distribution during part release.
Engineering Logic
Balanced ejection reduces the likelihood of local stress concentration and helps the part release more smoothly. For deep-rib structures with limited draft allowance, ejection layout must be treated as a functional engineering decision, not just a standard tooling step.
Project Outcome
By identifying and solving these four major risks during the DFM stage, Jeancen delivered a tooling solution that created a much more stable path toward production. The value of the work was not only in solving one isolated defect, but in reducing multiple interlinked risks before they became expensive during trials.
Key outcomes included:
- Reduced machining risk in complex rib zones
- Improved venting in deep internal features
- Protected fit-critical geometry through precision alignment logic
- More stable and balanced ejection performance
- A smoother transition from tooling build toward validation and production readiness
Why This Case Matters for Similar Projects
This case is especially relevant for customers developing:
- Fit-sensitive electronic housings
- Parts with deep internal ribs or trapped-air risk
- Projects with zero-draft functional features
- Precision housings where machining, venting, fit, and ejection must all work together
- Tooling programs where production stability matters as much as mold completion
For these kinds of parts, the real question is rarely just "can this be molded?" The more important question is whether the mold can support stable, repeatable, production-ready execution.
Related Pages
Need Help with a Similar Housing Project?
If your project involves deep ribs, trapped-air risk, tight fit requirements, difficult ejection, or other tooling-sensitive geometry, we can help review the main risks before tooling moves further.
Useful inputs include 3D files or drawings, material information, annual volume estimate, fit or tolerance requirements, cosmetic expectations, and any known concerns around filling, venting, or ejection.