Jun 26, 2026Technical Case Studies
Case Study: High-Precision Relay Housing | Solving 4 Tooling Risks Before Steel Cutting
Case Study: High-Precision Relay Housing | Solving 4 Tooling Risks Before Steel Cutting In electronics molding projects, many tooling problems do not start at T1. They start much earlier—during part r
In electronics molding projects, many tooling problems do not start at T1. They start much earlier—during part review, DFM evaluation, and mold design decisions.
This relay housing project is a good example.
The component was developed for the electronics industry and featured complex internal geometry, strict functional requirements, and several precision-sensitive areas. At first glance, it looked manageable. In practice, it carried multiple tooling risks that could easily lead to machining difficulty, short shots, cosmetic defects, fit instability, and ejection problems if they were not addressed before steel cutting.
At Jeancen Mold, we reviewed the part from a production-first DFM perspective. Instead of waiting for trial-stage problems, we identified four critical risks early and built the tooling strategy around solving them in advance. This helped us deliver a robust mold that supported first-time-right production and reduced debugging time for the customer.
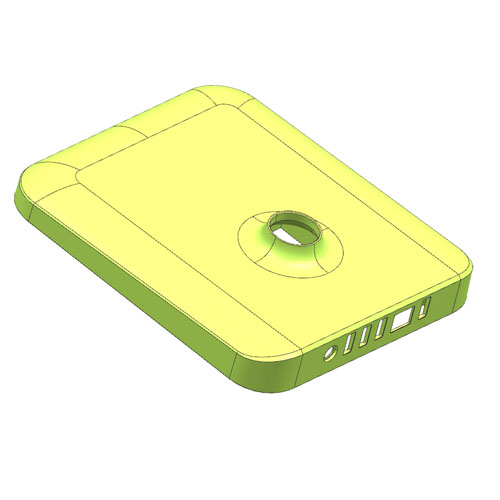
Project Overview
This project involved a high-precision relay housing used in an electronics application. The part included complex internal features, deep and thin ribs, strict mating requirements, and several functional areas that demanded stable molding performance and precise fit.
For projects like this, tooling success depends on much more than whether the cavity can be machined. The real question is whether the mold can run reliably in production while maintaining part quality, fit consistency, and stable ejection.
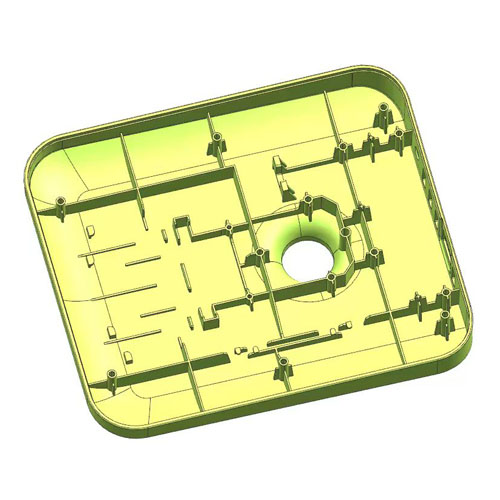
Tooling Challenge 1: Thin and Deep Ribs Made Machining Difficult
One of the first risks came from the part's numerous thin and deep ribs. These features made it difficult to machine the geometry accurately and efficiently from one solid block of steel. Complex rib areas also increased the risk of dimensional variation and tool access limitations during machining.
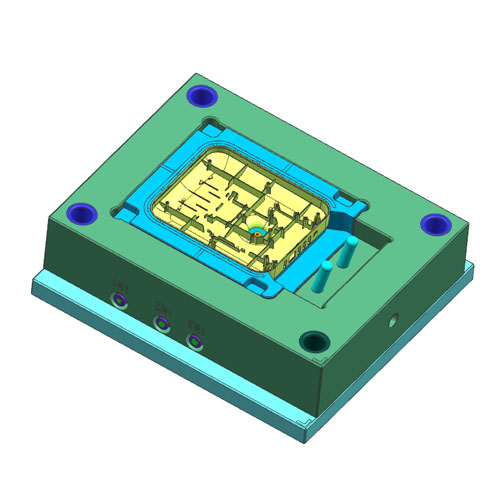
Our DFM Solution: Insert Strategy for Complex Rib Areas
Instead of machining all rib details directly into one core block, we divided the complex rib zones into multiple smaller high-precision inserts. This insert strategy made each rib feature easier to machine, inspect, and control before final mold assembly. It also improved future serviceability if any local area needed adjustment or replacement.
This is one of the reasons we often treat DFM as an engineering decision process, not just a manufacturability checklist. In difficult functional housing projects, insert logic can directly affect machining accuracy, venting flexibility, maintenance convenience, and long-term mold stability.
Tooling Challenge 2: Deep Ribs Created a High Risk of Trapped Air
The deep rib structure also created another major concern: trapped air during injection. If gas could not escape efficiently, the part would face incomplete filling, short shots, or burn marks in critical areas. This type of defect is especially risky in functional plastic housings, where both dimensional integrity and cosmetic stability matter.
Our DFM Solution: Targeted Venting on Individual Inserts
By turning the deep ribs into separate inserts, we created the opportunity to engineer dedicated venting channels directly on those inserts. This gave gas a clearer escape path and improved filling reliability in the most difficult zones of the part.
For many high-precision molded parts, venting is not a small secondary detail. It is often one of the main factors behind fill balance, cosmetic yield, and production repeatability. When rib geometry is difficult, venting design must be considered together with insert design, not after it.
Tooling Challenge 3: Zero-Draft Precision Fit Areas Required Extreme Accuracy
Another critical issue involved zero-draft mating areas. Certain "pillow" features had to maintain precision fit, but because they had no draft angle, they were vulnerable to damage during mold closing if machining and alignment were not controlled to a very high level. The required alignment precision was around ±0.005 mm.
Our DFM Solution: High-Speed CNC, Slow Wire-Cut EDM, and Interlocking Alignment
To control these precision areas, we used a combination of high-speed CNC and slow wire-cut EDM. This machining strategy helped us achieve the required accuracy for the delicate fit geometry. In addition, we engineered an interlocking "tiger mouth" feature so that alignment would occur correctly before the critical areas engaged during closing.
This is a good example of how tooling precision is not only about machining tolerance on paper. It also depends on how the mold closes, how sensitive areas are protected, and how repeated production movement is controlled over time.
Tooling Challenge 4: Deep Ribs and Minimal Draft Increased Ejection Risk
The part's geometry also created a difficult ejection condition. Deep ribs combined with minimal draft angle increased the chance of sticking, stress marks, or even part damage during demolding.
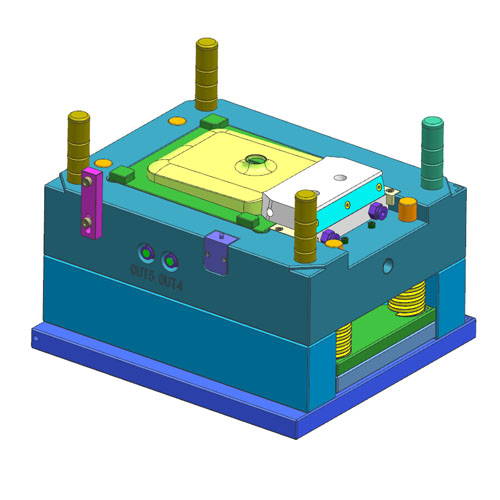
Our DFM Solution: Balanced Ejection Design
To reduce this risk, we developed a balanced ejection system with a higher quantity of ejector pins and blade ejectors placed strategically in the bottom area of the deep ribs. This allowed force to be distributed more evenly and reduced the likelihood of localized stress during ejection.
In many tooling projects, ejection design is underestimated until problems appear during trials. But for precision housings with complex internal structure, ejection must be considered early together with rib layout, draft logic, and functional fit requirements.
What This Case Shows About Jeancen's Engineering Approach
This project reflects how we typically approach higher-risk molding programs:
- Review the part structure before steel cutting
- Identify machining, venting, fit, and ejection risks early
- Use DFM to guide mold architecture, not just comment on the drawing
- Build insert logic, venting strategy, and alignment features around real production conditions
- Focus on stable molding, easier maintenance, and lower downstream correction cost
This is also why many teams involve us early when working on functional housings, electronics components, insert-molded parts, and other precision plastic projects.
Result
By identifying and solving these four critical tooling risks during the DFM phase, Jeancen Mold delivered a robust high-performance mold that supported first-time-right production and helped the customer reduce time and cost during project launch.
For us, the value of DFM is not simply preventing one defect. It is helping the mold move from concept to stable production with fewer surprises, fewer revisions, and better long-term reliability.
When to Use This Kind of Tooling Strategy
A similar engineering approach is especially useful for parts with:
- Deep and thin ribs
- Zero-draft or tight-fit functional features
- Complex internal structures
- High venting sensitivity
- Difficult ejection conditions
- Electronics housings or precision functional components
- Projects where debugging time must be reduced before mass production
If your part has similar features, it is usually better to review tooling risk early rather than wait until T0 or T1 to discover problems that are more expensive to fix.
Need Help Reviewing a Precision Housing Project?
If you are developing a relay housing, electrical housing, or other functional plastic component with complex internal geometry, our team can help review the tooling risks before steel cutting.
Send us your part drawing, resin information, and functional requirements. We can help evaluate machining feasibility, venting logic, fit-sensitive areas, and mold design direction before tooling investment begins.