Jul 30, 2026Sourcing Guide & Costs
Injection Molding Project Checklist Before Tooling | Jeancen Mold
Many injection molding projects do not fail because the product idea is bad. They fail because important project requirements were not clarified before tooling started. A plastic part may have a compl
Many injection molding projects do not fail because the product idea is bad.
They fail because important project requirements were not clarified before tooling started.
A plastic part may have a complete 3D model and still lack the information needed to build a reliable production mold. Material behavior, assembly tolerance, production volume, surface requirements, mold life, trial acceptance standards, and maintenance responsibility all affect the final tooling decision.
If these details are not confirmed early, the result can be repeated mold modifications, unstable T0/T1 trials, part failure, delayed launch, unexpected cost, or even complete retooling.
For buyers, product development teams, and sourcing managers, the goal is not simply to send a drawing and wait for a mold quote.
The goal is to make sure the mold supplier understands the real application, production target, quality standard, and risk points before steel is cut.
This checklist explains what should be confirmed before starting an injection molding project.
1. Confirm the Real Product Application
A 3D drawing shows geometry. It does not always explain how the part will be used.
Before tooling starts, the buyer should clearly explain the product application and working environment.
Important details include:
- Where the part will be used
- Whether it is visible or hidden
- Whether it carries load or only provides appearance
- Whether it needs impact resistance
- Whether it will be exposed to heat, UV, moisture, chemicals, or outdoor conditions
- Whether it needs to assemble with other parts
- Whether it has sealing, snap-fit, screw boss, or insert requirements
- Whether the part has cosmetic or functional critical surfaces
Without this information, the mold supplier may make assumptions.
Those assumptions can become expensive later.
For example, a part that looks simple in CAD may actually need higher material toughness, tighter assembly tolerance, better dimensional stability, or stronger rib design because of its real operating environment.
This is why application information must be shared before DFM review and mold quotation.
2. Confirm Material Selection Before Mold Design
Material selection directly affects mold design.
Different plastics have different flow behavior, shrinkage rates, drying requirements, processing temperatures, strength, surface behavior, and dimensional stability.
Common materials such as PP, ABS, PC, PMMA, PA66, PBT, TPU, and glass-filled compounds all require different tooling considerations.
Before tooling starts, buyers should confirm:
- Target resin
- Material grade
- Filler content, such as glass fiber
- Flame retardant requirement
- UV resistance requirement
- Color requirement
- Transparency or gloss requirement
- Food-contact, outdoor, or automotive requirement
- Alternative materials under consideration
Changing material after mold design can create serious problems.
A mold designed around one shrinkage rate may not produce accurate dimensions if the material is changed later. A gate, venting, cooling, or steel selection strategy that works for ABS may not be suitable for PC, PMMA, TPU, or glass-filled nylon.
Material choice should not be treated as a purchasing detail. It is part of the tooling decision.
3. Define Critical Dimensions and Tolerances
Not every dimension on a plastic part has the same importance.
Some dimensions are cosmetic. Some are functional. Some control assembly. Some affect sealing, movement, snap-fit force, or electrical connection.
Before tooling starts, the buyer should identify critical-to-quality dimensions.
These may include:
- Assembly fit dimensions
- Hole positions
- Snap-fit features
- Boss positions
- Insert locations
- Sealing surfaces
- Flatness requirements
- Warpage limits
- Optical or cosmetic surfaces
- Functional clearance areas
If the buyer only provides a general drawing without tolerance priorities, the supplier may apply standard assumptions.
This can lead to parts that look acceptable but fail assembly.
A good DFM review should identify which dimensions need strict control and which dimensions can follow normal injection molding tolerance.
This helps balance cost, tooling complexity, and functional performance.
4. Confirm Production Volume and Mold Life
Production volume affects almost every tooling decision.
A prototype mold, bridge tool, low-volume production mold, and high-volume production mold should not always use the same steel, structure, cooling design, or component standard.
Before approving a mold quote, buyers should confirm:
- Prototype quantity
- First production quantity
- Annual production volume
- Expected total lifecycle volume
- Number of cavities required
- Expected mold life
- Whether duplicate molds may be needed later
- Whether spare inserts or replaceable components are required
A low-volume project may not need the same mold steel strategy as a high-volume project.
A high-volume project, however, may require better steel, heat treatment, stronger components, more stable cooling, better wear resistance, and planned maintenance.
Trying to use one tooling strategy for every volume level often creates either unnecessary cost or hidden production risk.
5. Clarify Mold Ownership and Storage Responsibility
Mold ownership should be clear before the purchase order is issued.
If the buyer is paying for the full mold cost, the contract should clearly state who owns the mold and where it will be stored.
Important questions include:
- Who owns the mold after payment?
- Will the mold stay at the supplier’s factory?
- Can the mold be transferred if needed?
- Who is responsible for mold storage?
- Who is responsible for basic maintenance during storage?
- How long will the supplier store the mold?
- What happens if no production order is placed for a long time?
These details may feel administrative, but they can become serious problems later.
A mold is not just a tool. It is a production asset.
If ownership and storage responsibility are not clear, the buyer may face disputes when they need repeat production, mold transfer, or supplier change.
6. Define Trial Terms Before T0
T0 and T1 trials are not only sample-making steps. They are validation steps.
Before tooling starts, both sides should define what is included in the trial process.
Buyers should clarify:
- How many trial runs are included
- How many samples will be provided
- Whether material cost is included
- Whether trial reports will be provided
- Whether process parameters will be recorded
- Whether dimensional inspection is included
- Who pays for additional trials
- Who is responsible for modification cost
- How issues will be classified as design change, mold correction, or process adjustment
Without these terms, trial-stage communication can become difficult.
The buyer may believe a correction is included. The supplier may treat it as a design change or extra work.
The best time to clarify trial responsibility is before the mold project starts, not after the first trial fails.
7. Set Clear Acceptance Standards
Vague acceptance language creates risk.
Phrases such as “acceptable appearance,” “good quality,” or “meet requirements” are not specific enough for injection molding projects.
Before mold approval, buyers should define measurable acceptance standards.
These may include:
- Dimensional tolerance values
- Flatness or warpage limits
- Surface defect limits
- Sink mark acceptance standard
- Weld line acceptance standard
- Color difference standard
- Gloss or texture requirement
- Assembly testing method
- Functional testing method
- Packaging and handling requirements
- Sample approval quantity
- Inspection report format
For cosmetic parts, photos and visual standards can be useful.
For functional parts, gauge checking, assembly testing, and dimensional reports may be more important.
For precision parts, CMM reports, 3D scanning, or fixture-based inspection may be required.
Clear acceptance standards protect both buyer and supplier.
8. Do Not Approve Samples Based Only on Appearance
A T0 sample may look good and still fail later.
Many molding problems are not visible from the outside.
Before approving a mold, buyers should review more than surface appearance.
A stronger validation process should include:
- Complete dimensional inspection
- Assembly testing
- Functional testing
- Material confirmation
- Weight check
- Critical dimension repeatability
- Short production run stability
- Appearance consistency across multiple shots
- Process parameter record
- Warpage or flatness check
- Fit check with mating components
For some projects, it is useful to run 50 to 100 parts during validation to observe consistency.
A single good-looking sample is not enough to prove that the mold is stable.
The real question is:
Can the mold produce the part repeatedly within specification?
9. Confirm Maintenance and Spare Parts Planning
Injection molds require maintenance.
Even a well-built mold needs cleaning, lubrication, inspection, and component replacement over time.
Before production starts, buyers should confirm:
- Recommended maintenance interval
- Which components are wear items
- Whether spare parts are needed
- Whether critical inserts are replaceable
- How mold maintenance records will be kept
- Who is responsible for maintenance during production
- What happens if the mold is stored for a long period
- Whether the supplier can provide future repair support
For high-volume molds, spare inserts, lifters, sliders, pins, or wear components may reduce downtime.
For precision molds, maintenance planning is part of production risk control.
Ignoring maintenance may reduce cost at the beginning, but it can create higher repair cost and downtime later.
10. Ask for a DFM Review Before Steel Cutting
DFM review is one of the most effective ways to reduce tooling risk.
A useful DFM review should identify not only whether the part can be molded, but where the risks are.
A practical DFM review may include:
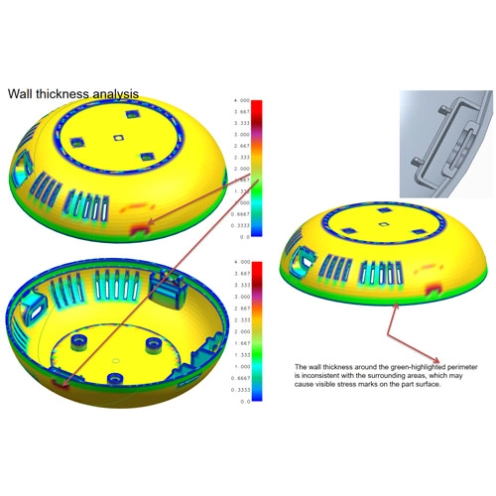
- Wall thickness analysis
- Rib and boss review
- Draft angle check
- Undercut review
- Gate location recommendation
- Parting line review
- Cooling difficulty
- Ejection risk
- Weld line risk
- Air trap risk
- Warpage risk
- Material shrinkage concern
- Critical dimension review
- Insert or slider risk
- Cosmetic surface risk
When these issues are found before steel cutting, they are usually easier and cheaper to solve.
When they are found after machining, corrections take more time and cost more.
Buyer Checklist Before Starting an Injection Mold Project
Before approving a tooling project, buyers should confirm the following:
Product and Application
- Product application is clearly explained
- Operating environment is confirmed
- Functional and cosmetic surfaces are identified
- Assembly requirements are defined
Material and Performance
- Resin grade is confirmed
- Alternative materials are discussed if needed
- Strength, heat, UV, flame, or chemical requirements are clear
- Color, transparency, or texture requirements are defined
Tolerance and Quality
- Critical dimensions are identified
- Tolerance priorities are defined
- Surface quality standards are clear
- Inspection method is confirmed
Tooling and Production
- Production volume is estimated
- Mold life is defined
- Steel and component strategy are explained
- Number of cavities is reviewed
- Cooling, venting, and ejection strategy is considered
Commercial and Project Terms
- Mold ownership is clarified
- Trial terms are defined
- Modification responsibility is agreed
- Acceptance standards are documented
- Maintenance and spare parts plan is discussed
This checklist helps reduce ambiguity before the project moves into tooling.
Final Thoughts
Injection mold manufacturing is not a simple pay-and-receive transaction.
It is a technical project that connects product design, material behavior, mold engineering, process control, quality validation, and production planning.
Many tooling problems can be prevented if the right questions are asked early.
For buyers, the most important lesson is simple:
The more clearly the requirements are defined before tooling, the lower the risk during trial and production.
At Jeancen Mold, we help customers review part design, material selection, tooling risk, mold structure, and production feasibility before steel is cut.
This front-loaded engineering approach helps reduce trial loops, avoid unnecessary modifications, and improve confidence before mass production begins.
Need Help Reviewing an Injection Molding Project?
Jeancen Mold supports DFM review, mold design, mold manufacturing, moldflow analysis, tooling validation, pilot production, and injection molding for plastic housings, structural parts, cosmetic parts, electrical components, industrial parts, automotive components, and high-precision molded products.
If you are preparing a new injection molding project and want to reduce tooling risk before steel cutting, send us your 3D file, drawing, material requirement, expected volume, and key quality requirements.
Contact:
info@jeancen.com
Jeancen Mold helps buyers reduce uncertainty before tooling begins — through practical DFM review, production-focused mold design, and engineering support from prototype to mass production.