Jun 26, 2026Engineering Insights
Hot Runner or Cold Runner? How to Choose the Right Runner System for Your Injection Mold
In injection mold development, the choice of runner system is not just a tooling detail. It directly affects mold cost, material waste, cycle time, part consistency, automation compatibility, and long
In injection mold development, the choice of runner system is not just a tooling detail. It directly affects mold cost, material waste, cycle time, part consistency, automation compatibility, and long-term production efficiency.
Many customers ask a simple question at the beginning of a project: should we use a hot runner or a cold runner?
But in real tooling decisions, the better question is: which runner system fits this project better?
A hot runner is not always the better choice just because it is more advanced. A cold runner is not always the more economical choice just because the mold cost is lower.
The right decision depends on the part structure, resin, annual volume, appearance requirements, cavity layout, and long-term production goals. In many projects, this decision is best made during the early Engineering & DFM review.
In this article, we will not only explain the difference between hot runner and cold runner systems, but also show how to evaluate them from a practical tooling and production perspective.
1. What Is the Main Difference Between a Hot Runner and a Cold Runner?
The most direct difference is simple:
A cold runner system produces runner scrap in every molding cycle, and the runner is ejected together with the molded part. A hot runner system keeps the plastic inside the runner molten, so only the part is ejected, with no conventional runner scrap.
From a mold structure point of view, a cold runner is a more traditional design. It does not require a heating system inside the runner path, and the mold structure is generally simpler.
A hot runner system, by contrast, includes additional components such as a hot runner manifold, heated nozzles, heaters, and temperature controllers. This makes the tooling system more complex, but it also changes the economics and efficiency of long-term production.
In short:
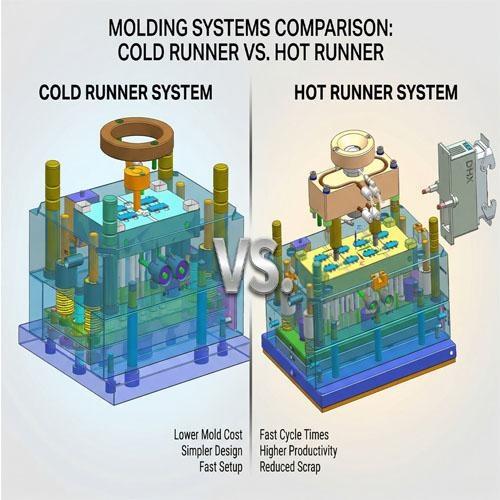
- Cold runner is usually simpler, easier to maintain, and lower in initial mold cost
- Hot runner is usually stronger in material saving, automation, cycle efficiency, and large-volume production
2. The First Mistake Many Buyers Make: It Is Not About Which One Is Better
In real mold projects, hot runner and cold runner are not "high-end versus low-end" solutions. They are two different systems designed for different production priorities.
Some projects look like they should use a hot runner, but the long-term value may not justify the additional tooling cost. Other projects choose a cold runner to save money at the beginning, but later lose much more through material waste, slower handling, unstable appearance, or automation limitations.
- What is the expected annual volume?
- How much runner scrap will be generated in each cycle?
- Is the resin expensive?
- How important is gate appearance?
- Is automatic production required?
- Does multi-cavity balance matter?
- How much maintenance complexity can the project accept?
If these questions are not considered early, the runner system decision can easily become a short-term cost decision instead of a production decision.
3. When Does a Cold Runner Make More Sense?
A cold runner is not simply the "cheaper option." In many projects, it is actually the more practical and lower-risk solution.
Low-volume or early-stage projects
If the product volume is still limited, or the project is still in the validation stage, controlling initial tooling investment is often more important than maximizing long-term efficiency. In this case, a cold runner may be the better choice because the mold structure is simpler, the upfront mold cost is lower, future changes are easier to manage, and maintenance is more straightforward.
Projects with frequent product or color changes
For low-volume production with frequent switching, cold runner molds are often easier to manage in daily operation and maintenance.
Parts with lower cosmetic requirements
For industrial parts, functional housings, or non-cosmetic structural components, a cold runner can often meet the project requirement well without adding the cost of a hot runner system.
Certain heat-sensitive or highly filled materials
For some heat-sensitive materials, long residence time inside a heated runner system may increase material risk. For some highly filled resins, wear on hot runner nozzles and related components must also be considered carefully. In these cases, a cold runner may offer better reliability and easier maintenance.
4. Where Does a Hot Runner Create Real Value?
Many customers see the higher mold cost of a hot runner and immediately focus on the initial investment. But the real value of a hot runner is not that it looks more advanced. Its value is that, in the right project, it can improve the total production economics over time.
When runner scrap becomes expensive
If the resin is costly, or if the runner weight is large relative to the part weight, the accumulated material waste of a cold runner can become significant over long production runs. In such cases, a hot runner can create real value by reducing material loss.
When appearance requirements are high
For cosmetic housings, transparent parts, automotive interior parts, and other visible components, gate vestige, weld lines, and visual consistency become more important. A well-designed hot runner system often helps support more stable melt condition, more consistent filling, smaller gate impact, and better cavity-to-cavity consistency.
When the project is multi-cavity and long-term
For multi-cavity molds running high annual volumes, the benefits of runner scrap reduction, automation support, and stable long-term production often become much more meaningful. In these projects, the question is not whether the hot runner is more expensive. The real question is whether the total cost of the project will be lower over time because of it.
5. Why Saving Mold Cost at the Beginning Can Become More Expensive Later
This is one of the most underestimated points in runner system selection. Many decisions are made based only on mold quotation: hot runner mold equals higher mold cost, cold runner mold equals lower mold cost. So the cold runner looks cheaper.
But if the actual project involves high annual volume, high resin cost, high runner-to-part ratio, strong appearance requirements, automation targets, or multi-cavity consistency requirements—then the lower initial mold price may be offset later by accumulated material waste, extra labor for runner handling, longer production cycle impact, less stable visual quality, more difficult automation integration, and higher long-term unit cost.
In many real projects, the more expensive choice is not the hot runner. It is choosing a cold runner only to save tooling cost at the beginning, then paying for the wrong system throughout production.
6. A Practical Project Scenario
Project background
A customer is developing a cosmetic plastic part with a multi-cavity mold plan, relatively high annual volume, and the intention to integrate automated production later. The part itself is not very heavy, but the runner proportion would be noticeable if a cold runner system were used.
If only mold cost is considered
A cold runner appears more attractive because the initial tooling investment is lower.
But if long-term production is considered
The more important factors become long-term runner scrap cost, cavity-to-cavity filling consistency, gate appearance, automation compatibility, and long-term unit cost.
In this kind of project, a hot runner is worth serious evaluation—not because it is more advanced, but because it better supports the production logic of the project.
That is why, in tooling evaluation, we often say: the runner system should not be chosen only for quotation—it should be chosen for production.
A similar evaluation often starts from an early DFM review, especially when appearance, cavity balance, and long-term production stability all matter.
7. Four Common Misunderstandings About Hot Runner and Cold Runner
Misunderstanding 1: Hot runner is always better
A hot runner is not automatically the right choice for every project. If the volume is low, the project changes frequently, or maintenance simplicity matters more, a cold runner may be the better option.
Misunderstanding 2: Cold runner is always cheaper
A cold runner is usually cheaper at the beginning, but that does not always mean the total project cost is lower.
Misunderstanding 3: Large-volume projects must use hot runners
Large volume makes a hot runner more worth evaluating, but the final decision still depends on resin, part structure, gate strategy, maintenance capability, and cost model.
Misunderstanding 4: Once the runner system is chosen, the problem is solved
The runner system is only one part of the overall tooling solution. The final result also depends on gate location, runner balance, temperature control logic, cooling design, ejection strategy, resin compatibility, and mold manufacturing quality. Runner system selection is still an engineering decision, not just a purchasing choice.
8. What Should Be Evaluated Before Deciding?
If you want to choose the runner system more accurately before steel cutting, it is better to evaluate these factors early:
- Part 3D structure and wall thickness distribution
- Possible gate locations
- Resin type and flow behavior
- Cosmetic and gate appearance requirements
- Expected annual volume
- Cavity number
- Automation goal
- Whether regrind is acceptable
- Critical dimensions and assembly requirements
For borderline projects, it is also useful to combine the decision with DFM review, mold flow analysis, pressure loss evaluation, filling balance study, warpage risk analysis, and temperature distribution review. This helps identify potential production risks before tooling investment is locked in.
9. Final Thought: There Is No More Expensive Runner—Only a More Suitable One
The decision between hot runner and cold runner is not simply about which system is more advanced. What matters is whether the system matches your part, resin, production volume, and long-term manufacturing goal.
If your project prioritizes lower initial tooling cost, simpler structure, easier maintenance, or flexibility for lower volumes—a cold runner is often the more suitable solution.
If your project prioritizes lower long-term material waste, better cosmetic control, stronger multi-cavity consistency, automation compatibility, or better long-term production efficiency—a hot runner deserves serious evaluation.
The right runner system is not the one that sounds more advanced. It is the one that best supports the real production logic of the project.
Need Help Evaluating a New Mold Project?
If you are developing a new plastic part and are still deciding between a hot runner and a cold runner, it is worth starting with an early Engineering & DFM review before mold design is finalized.
You can share your 3D files, resin information, annual volume estimate, cosmetic requirements, cavity plan, and automation expectation. We can help review the part structure, material behavior, and production target, and give a practical recommendation on which runner system may fit your project better.