
Jun 24, 2026Engineering Insights
Long PP Parts: Why Shrinkage and Draft Angle Need Extra Attention in Mold Design
Long PP parts can shrink tightly around the mold core. Learn why draft angle, shrinkage behavior, and ejection risk should be reviewed before steel cutting.
Long plastic parts can be sensitive during injection molding. This is especially true for PP (polypropylene) material, which typically has a higher shrinkage rate compared with many engineering plastics.
The longer the part, the more obvious the accumulated shrinkage effect becomes — and the more carefully the draft angle must be reviewed before steel is cut.
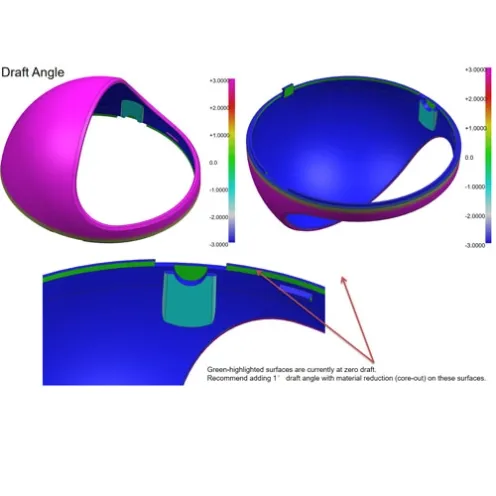
The Problem: Shrinkage Makes the Part Lock Onto the Core
During cooling, a long PP part shrinks inward toward the core. If the side walls do not have enough draft, the part can grip tightly around the mold steel.
During mold opening or ejection, this can lead to:
- Drag marks on side surfaces
- Whitening or stress marks
- Part deformation or warpage
- Sticking and difficult ejection
- Unstable dimensions across production cycles
- Surface scratches from forced release
For short parts, this effect may be manageable. But for long PP parts, the accumulated shrinkage along the full length of the side wall creates significantly more ejection resistance — especially toward both ends of the part.
A Practical Draft Strategy for Long PP Parts
At Jeancen Mold, when reviewing long PP parts, we typically recommend increasing the draft angle progressively toward both ends of the part, rather than applying the same minimum draft uniformly along the entire length.
This gives the material more room to shrink without locking itself onto the mold steel, and it reduces the ejection force needed to release the part cleanly.
The exact draft values depend on part length, wall thickness, surface texture, and functional requirements. But the principle is consistent: for long PP parts, the standard minimum draft is often not enough.
Draft Cannot Be Added Blindly
Of course, increasing the draft is not always straightforward. Some side wall surfaces may be functional surfaces, assembly interfaces, sealing areas, or cosmetic zones where draft changes could affect the product.
This is why the draft decision should be reviewed together with the product function, not only from the mold side. A good draft review respects both molding feasibility and product requirements.
It is also worth noting that if the same part geometry changes from ABS to PP, the mold design risk profile changes as well. A mold designed for ABS shrinkage behavior may not perform safely with PP — even if the geometry is identical.
When to Review This
This review is most important for parts that are long relative to their cross-section, molded in PP or other high-shrinkage materials, have side walls with minimal draft, or have functional or cosmetic requirements on the side surfaces.
The best time to address it is during DFM review, before the mold design is finalized and steel is ordered.
Start Your DFM Review
If you are reviewing a new plastic part before mold build, Jeancen Mold can help evaluate tooling risk, DFM feasibility, and production stability before steel cutting.