Jun 26, 2026Engineering Insights
Why Passing DFM Is Not Enough: What Really Decides Mold Stability After T0
A plastic part may look correct in CAD, but real production stability is only proven through mold trial, process control, and ramp-up validation. A plastic part can look correct in CAD — but still fai
A plastic part may look correct in CAD, but real production stability is only proven through mold trial, process control, and ramp-up validation.
A plastic part can look correct in CAD — but still fail at T0.
This is one of the most common situations in injection molding projects. On the screen, the part geometry may look clean. The dimensions may look reasonable. The function may seem clear.
But once the mold is built and the first trial starts, hidden risks often appear: sink marks caused by uneven wall thickness, difficult ejection caused by insufficient draft, warpage caused by poor cooling balance, visible gate marks in the wrong location, air traps in deep ribs or boss areas, assembly issues caused by shrinkage or tolerance stack-up, and unstable fit between plastic parts, inserts, or mating components.
Many of these problems are not only molding problems. They usually start from early product design, mold design, material selection, or insufficient validation before steel cutting.
That is why passing a basic DFM review is important — but it is not the end of the risk-control process. Real mold stability is decided after T0, during trial, correction, validation, and production ramp-up.
1. A Clean CAD Model Does Not Guarantee a Stable Mold
CAD can show geometry, nominal dimensions, assembly intent, and visual appearance. But CAD does not fully show how the plastic will behave under real molding conditions.
During injection molding, the part is affected by material shrinkage, flow direction, gate location, packing pressure, cooling speed, wall thickness variation, rib and boss design, draft angle, ejection force, insert variation, and assembly tolerance stack-up.
A feature that looks acceptable in CAD may create a serious molding issue later. For example, a thick rib may look stronger in the design stage — but in real molding, it can become a heat-retention area. The result may be sink marks, long cooling time, or warpage. A tight assembly fit may look precise in CAD — but after molding shrinkage, insert tolerance, and part deformation are added together, the final part may become too loose, too tight, or difficult to assemble.
This is why mold risk control must go beyond visual CAD review. The question is not only: "Does the part look correct?" The better question is: "Can this part be molded, ejected, assembled, and repeated under real production conditions?"
2. What Should Be Checked Before Steel Cutting
Before mold manufacturing starts, a practical DFM review should check the areas most likely to affect molding stability.
At Jeancen Mold, we usually pay attention to:
- Wall thickness balance
- Draft angle
- Ribs and bosses
- Undercuts
- Gate location
- Parting line
- Cooling difficulty
- Ejection risk
- Material shrinkage
- Assembly fit
- Insert or mating-part tolerance
- Cosmetic surface requirements
- Deformation risk after molding
These checks are not only for improving the part design. They are also used to reduce future steel modification, shorten trial cycles, and avoid unnecessary cost after T0.
A small change in CAD can often prevent a large modification in steel. Adjusting rib thickness before mold making is easier than welding and re-machining steel after T0. Improving draft angle before cutting steel is easier than solving drag marks during trial. Reviewing gate location early is easier than correcting visible flow marks on cosmetic surfaces. Checking insert tolerance early is easier than forcing insert suppliers to screen parts later. Planning ejection properly is easier than repairing damaged sliders, lifters, or ejector pins after mold trial.
Good DFM is not just a document. It is a risk-control step before money, steel, and time are already committed.
3. Why T0 Reveals Problems That CAD Cannot
T0 is the first moment when the CAD model, mold steel, plastic material, molding process, and assembly condition meet in reality. This is why T0 often reveals problems that were not obvious before.
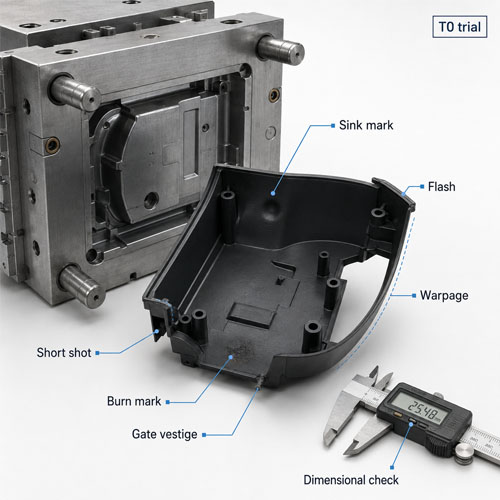
Common T0 findings include sink marks around thick ribs or bosses, short shots in thin or difficult-flow areas, flash near parting lines or inserts, warpage after cooling, tight or loose assembly fit, gate vestige affecting appearance or function, burn marks caused by poor venting, drag marks caused by insufficient draft, part sticking caused by poor ejection balance, and dimensional deviation caused by uneven shrinkage.
A mold that produces several acceptable T0 samples is not automatically ready for mass production. T0 only shows the first result. The more important question is whether the mold can repeat that result under a stable process window — consistently across multiple cycles, operators, machines, and production batches.
4. Temporary Fixes Can Hide Real Production Risk
During trial and ramp-up, suppliers often face pressure to protect the delivery schedule. In urgent situations, temporary recovery actions may be used: extra polishing, manual fitting, trimming flash, selective inspection, adjusting molding parameters beyond the normal window, sorting parts by fit, changing assembly sequence, or adding operator compensation.
These actions may help the current batch pass. But they can also hide the real process problem.
The real risk is not that temporary correction exists — in many real projects, temporary correction is unavoidable during validation. The real risk is when temporary correction quietly becomes the production method itself.
When that happens, management may think the process is stable because parts are still being shipped. But in reality, the process window may be narrow, fragile, and dependent on manual intervention. This is where long-term quality and scalability start to drift apart.
A stable mold should not depend on hidden manual work to keep production moving.
5. Why Mold Trial History Matters
Every non-standard action during T0, trial, and ramp-up should be recorded. This includes manual polishing, fitting adjustment, parameter changes, flash trimming, selective inspection, part sorting, assembly difficulty, abnormal ejection behavior, cooling-related deformation, insert variation, dimensional deviation, and steel-safe adjustment.
At Jeancen Mold, we believe these records should become part of the mold trial history. This record helps answer important questions:
- What problem appeared during trial?
- Was the correction temporary or permanent?
- Did the part pass because the mold was stable, or because manual support was added?
- Was the process window wide enough for mass production?
- Does the mold need permanent optimization before production volume increases?
- Are spare parts or maintenance actions required before shipment?
Without this record, temporary fixes can disappear into the process. With this record, the engineering team can separate short-term recovery from validated mass-production conditions. This is especially important when the mold will be transferred, scaled, or used for long-term production.
6. Ejection Risk Is Often Underestimated
Ejection looks simple from outside the mold: the mold opens, the ejector system pushes, the part comes out. But in mold design, ejection is often one of the areas where small mistakes create serious production problems.
Common ejection risks include unbalanced ejector force, insufficient ejector pins under deep ribs, deformation during ejection, poor draft angle, blade ejector weakness in narrow rib areas, ejector interference with sliders or lifters, forced reset failure, and ejector system not returning safely before the next mold closing.
The last point is especially critical. If an ejector pin does not fully return before a slider moves back or before the mold closes, the mold can be damaged.
This is why ejection design is not only about pushing the part out. It is about protecting the part surface, protecting the mold structure, and keeping the mold running safely over repeated production cycles. For complex plastic parts — especially housings with deep ribs, undercuts, sliders, lifters, or insert-molding features — the ejection system should be reviewed early.
7. Small Production Trials Are More Reliable Than Several Good Samples
For mold approval, several good samples are not enough. A few acceptable parts can prove that the mold is capable of producing the geometry once — but they do not prove that the mold can support stable production over time.
Before mold approval, a small production trial is often more useful. During a small production trial, the team should observe whether the part releases smoothly, whether the ejection system returns safely, whether the cooling balance is stable, whether the guiding system works smoothly, whether sliders and lifters move reliably, whether inserts or wear-prone components remain stable, whether the process window is wide enough, whether dimensional results remain consistent, and whether assembly fit remains stable after repeated shots.
For molds with wear-prone inserts, sliders, lifters, or special components, spare parts should also be prepared before mass production. A good mold should not only make acceptable T0 samples — it should survive repeated production cycles with a stable and maintainable process.
8. Insert and Mating-Part Tolerance Should Be Reviewed Early
In many projects, the plastic part itself is not the only source of risk. The final function may depend on metal inserts, aluminum profiles, stamped parts, coated metal tubes, seals, screws, clips, bearings, electrical terminals, or mating plastic parts.
Even when the molded part geometry is correct, variation from the mating component can still cause problems — flash, unstable sealing, inconsistent assembly force, loose fit, overly tight fit, deformation, or functional failure.
One common mistake is asking the insert supplier to screen parts into a very tight tolerance range after problems appear. This may help temporarily, but it often increases unnecessary cost. A better approach is to review the insert condition, sealing function, and mating-part variation during DFM. In some cases, the tooling or part design can be adjusted to absorb reasonable variation instead of pushing all the cost to the insert supplier.
9. Steel-Safe Strategy Helps Control Fit After T0
For some fit-sensitive plastic or TPU parts, final fit cannot be decided by CAD dimensions alone. Examples include TPU grommets, flexible guide components, sleeves, clips, outdoor end caps, protective covers, and components assembled onto aluminum profiles or coated metal tubes.
These parts are affected by material behavior, molding shrinkage, surface texture, tube coating thickness, extrusion variation, and assembly force.
In these situations, a steel-safe mold strategy can help. Instead of cutting the mold directly to the final aggressive condition, the tooling can be designed with controlled adjustment areas. After T0, the team measures the actual molded part and assembly result. Then steel can be adjusted in small, controlled increments to reach the required fit.
This approach is especially useful when the final requirement is not just a drawing dimension, but a functional result such as friction fit, snap fit, sealing pressure, insertion force, pull-out force, flush appearance, or assembly stability.
Steel-safe strategy does not replace good design. It gives the engineering team a controlled way to fine-tune the mold based on real T0 data.
10. How Jeancen Approaches Mold Risk Before Mass Production
At Jeancen Mold, our goal is not only to build a mold that can produce T0 samples. Our goal is to help customers reduce hidden tooling risks before those risks become expensive production problems.
For new injection molding projects, we usually focus on:
- Early DFM review before steel cutting
- Practical mold design risk analysis
- Wall thickness and rib balance
- Gate and parting line review
- Cooling and warpage risk
- Ejection system safety
- Insert and mating-part tolerance review
- Material shrinkage consideration
- T0 measurement and correction planning
- Mold trial history documentation
- Small production trial before mold approval
- Spare parts planning for wear-prone components
- Permanent correction instead of hidden temporary fixes
The earlier these issues are reviewed, the lower the cost of correction. Finding a risk before steel cutting is usually much easier than correcting it after T0. Finding it during T0 is better than finding it during ramp-up. Finding it during ramp-up is still better than finding it after mass production has already shipped unstable parts.
Conclusion: Good Tooling Is Not Only About T0 Samples
Passing DFM is important. But it is only the starting point.
Real mold stability is decided by what happens after design review: how the mold behaves at T0, how trial problems are recorded, how temporary corrections are handled, how ejection, cooling, and fit are validated, how the mold performs during small production trials, and how well the process can be repeated during ramp-up.
A plastic part can look correct in CAD and still fail in production. That is why injection molding projects need more than material selection or nominal dimensions. They need practical DFM, mold trial discipline, tooling history, and a clear difference between temporary recovery and validated production conditions.
At Jeancen Mold, we engineer molds with this full process in mind — from early DFM review to T0 validation and production-ready tooling stability.
Need a Second Engineering Review Before Steel Cutting?
Send your 3D file, 2D drawing, or part sample information to Jeancen Mold. Our engineering team can help review potential mold risks before they become costly T0 or production issues.