Jun 26, 2026Technical Case Studies
Case Study: Quality Across 6 Tooling Dimensions
Case Study: Quality Across 6 Tooling Dimensions How Jeancen Reduced First-Trial Risk Across Automotive, Architectural, and Electronics Projects Industries: Automotive Lighting | Building Components |
How Jeancen Reduced First-Trial Risk Across Automotive, Architectural, and Electronics Projects
Industries: Automotive Lighting | Building Components | Consumer Electronics
Applications: Ambient Light Guide | Outdoor Architectural Endcap | POS Terminal Enclosure
Focus: First-trial quality control across 6 tooling dimensions
When a mold fails at T0, the cause is rarely just one mistake.
More often, several areas are individually acceptable, but not aligned well enough to support a stable first trial: a design that is workable but not robust, correct steel that is not matched well enough to the part requirement, machining that meets nominal dimensions but creates downstream fitting or cosmetic risk, or cooling that works in theory but narrows the process window in production.
This case study shows how Jeancen approached three different projects by controlling quality across six connected tooling dimensions:
- Mold design and DFM
- Steel and material strategy
- Machining precision
- Assembly and trial readiness
- Cooling system performance
- Long-term maintainability
Why This Matters
For product teams, tooling quality is not just about whether a mold can be built. It is about whether the mold can reach a stable first trial, produce parts consistently, and remain practical to maintain over time.
In Jeancen’s project approach, the goal is not simply to finish the mold. The goal is to reduce avoidable modification risk before steel cut, confirm critical readiness before T0, and improve long-term production stability through better engineering decisions upfront.
Project 1: Automotive Ambient Light Guide
Optical Precision on a 3D Curved Surface
Product: Automotive ambient lighting light guide strip
Material: PMMA
Challenge: Complex 3D curved optical surface with high sensitivity to flash, flow marks, and interface mismatch.
Quality Risks
This project required a stable reproduction of a functional optical surface on a curved geometry. A machining or insert-fit issue at the optical face could directly affect light diffusion, surface appearance, and OEM inspection acceptance.
How Jeancen Addressed the 6 Tooling Dimensions
1. Design and DFM
During DFM, the optical face was identified as the highest-risk area. Instead of machining this directly into the main core block, Jeancen redesigned it as a separate precision insert. This reduced tooling risk and made future maintenance more controlled.
2. Steel and Material Strategy
The insert used heat-treated mold steel suitable for optical surface work, with attention to surface stability and polish quality.
3. Machining Precision
Jeancen used 5-axis high-speed CNC for the curved optical insert, then finished the final insert profile with slow wire-cut EDM to improve interface precision and reduce flash risk at the insert boundary.
4. Assembly and Trial Readiness
The insert registration system was designed to improve repeatable seating during assembly. Pre-T0 verification checked insert seating and contact-face stability before mold trial.
5. Cooling System Performance
Because PMMA optical parts are sensitive to thermal variation, the cooling layout was designed to support a more uniform surface temperature across the optical face.
6. Maintainability
The modular insert design made the optical area easier to inspect, service, and replace without reworking the entire mold base.
Result
At T0, the parts achieved uniform light diffusion with acceptable optical surface quality and no visible flash or flow-mark issues on the critical area. The customer later moved forward with a follow-up version for dual-color light effects.
Project 2: Outdoor Architectural Endcap
Precision Fit in an Outdoor Application
Product: Endcap for aluminum roller shutter extrusion
Material: ASA
Challenge: Maintain a stable fit against an aluminum profile while meeting outdoor durability requirements.
Quality Risks
This part needed to sit consistently against an aluminum extrusion with its own manufacturing variation. At the same time, the plastic part needed to maintain dimensional behavior and outdoor appearance over time.
How Jeancen Addressed the 6 Tooling Dimensions
1. Design and DFM
Early DFM identified two major risks: warpage and fit variation. Jeancen adjusted ribbing and coring logic to improve geometric stability and designed the engagement structure to better tolerate real installation conditions.
2. Steel and Material Strategy
ASA was selected based on the actual outdoor requirement, instead of using a lower-cost resin that would compromise UV stability and long-term appearance.
3. Machining Precision
Critical rib faces and fit-related geometry were checked before final assembly so that the friction fit would not depend only on machine-side adjustment later.
4. Assembly and Trial Readiness
At T0, trial parts were checked directly against real aluminum extrusion samples from the customer. This made the trial evaluation more practical and reduced the risk of passing dimensions while still missing real assembly fit.
5. Cooling System Performance
Because flat geometry increases warpage sensitivity, a balanced cooling layout was used to improve thermal consistency across the cavity surface.
6. Maintainability
Higher-wear rib features were designed as separate inserts to support localized service without full cavity rework.
Result
The T0 samples achieved a flush fit against the aluminum system and reduced the need for downstream fit adjustment. The result validated not only dimensions, but also actual application fit performance.
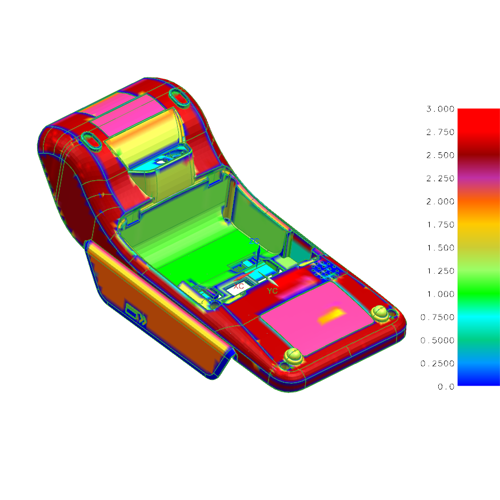
Project 3: POS Terminal Enclosure
Resolving Multiple Risks Before T0
Product: POS terminal enclosure
Material: ABS+PC
Challenge: Appearance surfaces, side actions, local hot spots, warpage risk, and fill risk are all concentrated in one tooling project.
Quality Risks
This project combined multiple technical risks:
- visible-surface gate mark control
- parting-line quality
- side-action structure
- local overheating
- warpage on flat areas
- fill risk in thinner sections
How Jeancen Addressed the 6 Tooling Dimensions
1. Design and DFM
Before the steel cut, Jeancen optimized the gate strategy, wall-thickness-related fill risk, and mechanism layout. One thin-wall fill-risk area was adjusted in the design phase to avoid later modification.
2. Steel and Material Strategy
Material and local tooling solutions were matched to the part’s appearance and structural needs, especially where thermal concentration and repeated motion would affect long-term stability.
3. Machining Precision
For appearance-critical surfaces and slider interfaces, Jeancen used a locked co-polishing approach to reduce parting-line mismatch risk.
4. Assembly and Trial Readiness
A lifter-rib clearance issue was identified at the DFM stage and corrected in CAD before becoming an assembly problem at fitting and trial. That reduced T0 debugging time and improved mechanical readiness.
5. Cooling System Performance
To manage local overheating and warpage risk, BeCu inserts and multiple cooling circuits were used where needed.
6. Maintainability
The risk-control approach focused not only on first-trial approval, but also on keeping the mold more stable and serviceable after launch.
Result
By T0, the six identified technical risks had already been addressed through engineering decisions made before trial. The customer approved the enclosure project based on the first-trial sample performance.
What These 3 Projects Show
Although the products were different, the engineering logic was the same:
- Identify major risks before steel cut
- Evaluate tooling quality as a connected system
- Align design, materials, machining, trial, cooling, and maintenance decisions early
- Use T0 to confirm process behavior, not to uncover avoidable upstream mistakes
What Product Teams Can Learn from This
For product development, sourcing, and NPI teams, the practical lesson is straightforward:
A mold is more likely to succeed when quality is controlled across multiple tooling dimensions at the same time — not only in CAD, but also in machining.
The real difference often comes from whether a supplier can:
- Identify structural and manufacturability risk early
- Choose the right steel and tooling strategy for the application
- machine critical areas correctly
- Verify trial readiness in a structured way
- improve long-term stability through serviceable mold design
That is where the first-trial risk is either reduced early or postponed until it becomes expensive.
Need a More Practical Tooling Review Before Steel Cut?
If your team is evaluating a new tooling project, Jeancen can help review risk before steel cut through a practical engineering lens.
Send us your 3D file or project brief for a tooling risk review.
Email: sunny@jeancen.com
WhatsApp: +86 187 5090 9501