Jun 26, 2026Technical Case Studies
12-Component Family Mold Case Study for a Precision Mechanical Assembly | Jeancen Mold
See how Jeancen Mold engineered a 12-component family mold for a precision mechanical assembly, solving flow balance, cosmetic dial markings, gate vestige control, and side-hole slider design.

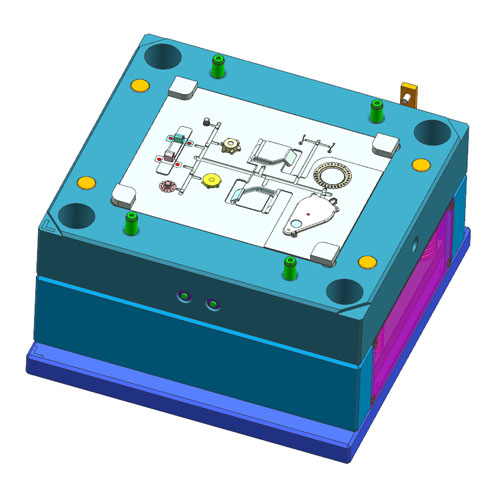
Mold layout of the 12-component family mold developed for a precision mechanical assembly.
When people talk about family molds, the conversation often starts with cost reduction. In practice, however, a family mold only becomes a cost-effective solution when manufacturability, part-to-part consistency, cosmetic quality, and mold reliability are all engineered from the beginning.
This project involved a mechanical timer assembly made up of 12 unique plastic components. The customer wanted to combine all 12 parts into a single family mold in order to reduce tooling investment, simplify production planning, and maintain assembly compatibility across the full set of components.
Project Overview
The difficulty in this project did not come simply from the number of parts. The real challenge was that these 12 components had different shapes, functions, and molding sensitivities, while still needing to work together in one assembled mechanism.
In a family mold like this, any imbalance in filling, cooling, gating, or mold action can lead to short shots, flash, dimensional variation, cosmetic defects, or assembly issues. That is why this project required risk control before steel cutting, not just corrections during mold trials.
Overview of the plastic components integrated into one family mold for the mechanical assembly.
The Core Challenge
The customer’s objective was clear: produce 12 distinct high-precision parts in one family mold while keeping both functional fit and cosmetic quality under control.
That created four major engineering challenges:
- Balanced filling across multiple different cavities.
- Sharp debossed markings with a high-gloss finish.
- Controlled gate vestige on visible parts.
- Stable molding of side through-holes requires mold actions.
Our Engineering Approach
Our first step was to carry out a detailed DFM analysis to evaluate part geometry, filling behavior, cosmetic requirements, and moldability risks across the full component set.
Instead of treating the mold as a simple multi-part layout, we approached it as a precision assembly system in which every cavity needed to support overall product performance.
This early-stage engineering work helped define runner design, gate strategy, machining methods, and side-action requirements before mold manufacturing began.
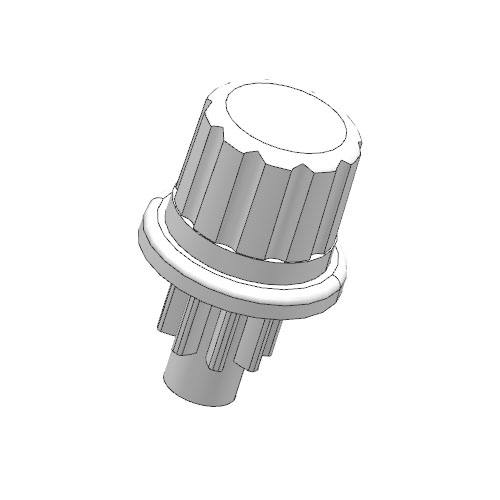
One of the precision plastic components is used in the 12-part mechanical assembly.
Balanced Filling Across 12 Cavities
One of the biggest technical risks in this project was flow imbalance. Because the mold contained 12 parts of different sizes and shapes, standard runner sizing alone would not have been enough to ensure stable filling behavior across all cavities.
To address this, mold flow analysis was carried out, and the runner system was designed with carefully calculated runner dimensions and flow-control features. This helped manage filling sequence and pressure distribution from cavity to cavity, reducing the risk of short shots, flash, and inconsistent dimensions.
For a mechanical assembly, dimensional consistency is not only a molding issue; it directly affects whether the final components can assemble smoothly and function reliably together.
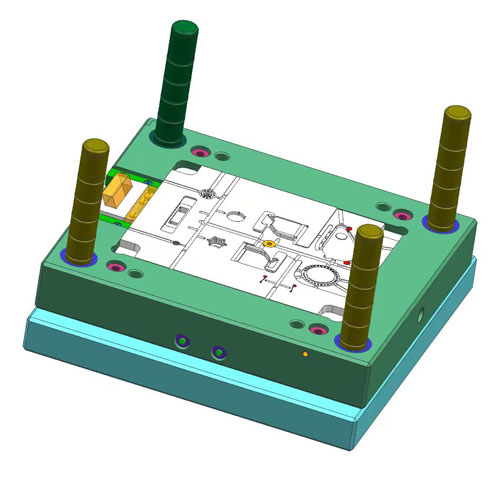
Additional tool structure view showing the family mold design used to support stable production.
Cosmetic Precision on the Numbered Dial
Another important challenge involved the numbered dial component, which required crisp debossed characters together with a high-gloss cosmetic surface. At the same time, the feature had to remain within tight tolerance so that the part would not interfere with adjacent components during assembly.
To achieve this, the mold insert for the dial area was produced through a staged precision process that included high-speed CNC machining, mirror polishing on the raised text area, copper electrode preparation, and final EDM finishing for sharp and clean character edges.
This combination allowed the part to meet both visual and functional requirements instead of compromising one for the other.
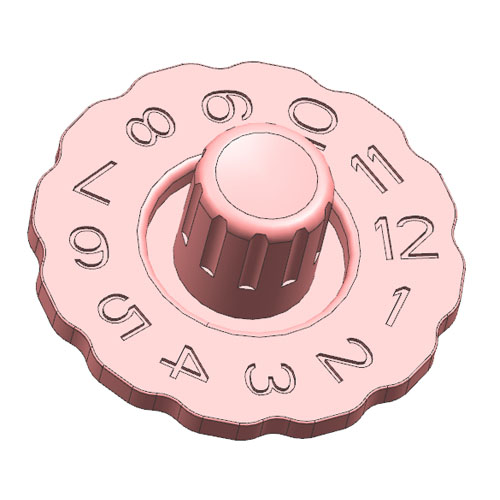
The numbered dial required sharp debossed markings and a high-gloss surface finish.
Gate Strategy for Visible Parts
Visible gate marks can significantly reduce the perceived quality of molded parts, especially on external or decorative surfaces. In this project, several components had cosmetic requirements that made gate placement a critical design decision.
Gate types were selected according to the function and appearance requirements of each part. Hidden submarine gates were applied to key cosmetic parts, while more robust edge gates were used for structural components where appearance sensitivity was lower.
This approach helped reduce secondary trimming work and improved the overall surface presentation of the molded components.
Side Holes and Mold Actions
Some of the components included side through-holes that could not be formed reliably with a simple straight-pull mold structure. Features like these often require side actions, and if the mechanism is not designed properly, they may cause flash, wear, or long-term reliability problems.
To solve this, a cavity-side core-pull mechanism was integrated in the front mold. This slider-based action formed the side holes before mold opening and allowed the geometry to be produced in one molding cycle with better process stability.
Why This Case Matters
This project is a useful example of why a family mold should never be judged only by the number of parts combined into one tool. A family mold becomes practical only when runner balance, cosmetic control, side actions, and assembly relationships are considered as one engineering system.
For products made up of related parts that must be produced together, a family mold can be an efficient solution. But the savings do not come from putting many parts into one mold by itself; they come from solving manufacturability risks early enough to support stable production later.
Looking at Family Mold Feasibility?
If you are evaluating whether a multi-part plastic assembly is suitable for a family mold, the key questions are not only about tooling cost. Part geometry, cosmetic requirements, side actions, output balance, and assembly compatibility all need to be reviewed together.
At Jeancen Mold, we work with customers to assess these factors early through DFM review and tooling analysis, so the mold concept can support both production efficiency and long-term reliability.
If you would like to discuss a similar project, feel free to contact us.